Гофра
Процесс производства гофрированных металлорукавов высокого давления начинается с полосы нержавеющей стали, которая сворачивается со сваркой края в форму тонкостенной газонепроницаемой трубки. Этот способ формирования черновой трубки является экономически целесообразным, поскольку прокатка трубы с такой толщиной стенки технически очень сложная и сопряжена с большим риском брака.

После этого трубка подвергается рифлению с образованием одного из типов гофры — спирального или кольцевого:

Рифление выполняют механическим или гидравлическим способом. Гидроформование иногда называют гидрооблагораживанием, поскольку оно определяет большую гибкость и долговечность гофра из-за равномерного приложения напряжений в процессе формовки, толщина стенок гофра при гидроформовонии одинакова, практически нет остаточных напряжений, и упрочнение метала при формовке сведено к минимуму. Кроме того, гидроформование является «чистым процессом», в то время, как другие способы формовки требуют регулярной смазки поверхности трубы.

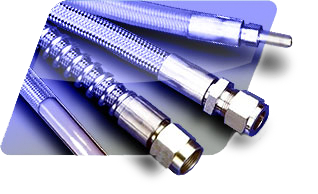
Оплетка металлорукава и способы ее крепления к присоединительной арматуре (фитингам)
Металлорукав высокого давления используется в очень широком спектре эксплуатационных нагрузок, как внешних, так и внутренних, определяемых характером, скоростью и давлением транспортируемой среды. Поэтому гофра металлорукава высокого давления заключается в специальную одно-, двух, трех- и более слойную оплетку, выполняющую защитные функции и компенсирующую часть внутреннего давления на гофру. Однако не только гофра, фитинги и оплетка должны быть адаптированы к требованиям эксплуатации, но и места их соединений, к которым предъявляется ряд жестких требований по устойчивости к колебаниям температуры, давления, циклическим деформациям, коррозии и герметичности.
Сегодня существует несколько основных способов формирования узла гофра-оплетка-арматура, каждый из которых имеет свои преимущества и используется разными производителями металлорукавов высокого давления. Традиционный способ включает: обрезку гофры и оплетки по заданным размерам, установку специального «воротника» на стык гофры, оплетки и присоединительной арматуры и сварку гофры, «воротника», оплетки и арматуры единым швом (иногда используется пайка).

Поскольку "стандартное«исполнение иногда оставляет кромки гофры в месте перекрытия ее «воротником» многие компании специально производят обрезку по верхнему гребню профиля гофры, хотя это применимо лишь для кольцевого типа гофр.

В случае изготовления металлорукавов высокого давления для эксплуатации в агрессивных коррозионных средах любые прямые/острые углы стыков становятся недопустимыми, поскольку именно в этим местах интенсифицируется коррозионный процесс. Поэтому для таких металлорукавов высокого давления стык гофра-воротник-оплетка-арматура исполняют с максимально возможными плавными переходами.

При работе металлорукавов высокого давления при критических внутренних/внешних нагрузках велика вероятность нарушения связи оплетки с гофрой и арматурой в сварном шве и поэтому для таких ситуаций выполняется специальное соединение: сначала арматура приваривается к гофре, затем на нее надевается кольцо, под которое запускают оплетку. А сварной шов фиксирует положение кольца и оплетки на арматуре.

Такой способ исполнения соединения снижает количество тепла, введенное в оплетку, усиливает соединение в целом и повышает его долговечность.
Вкладыши
Часто устанавливаемые внутрь гофры металлорукава вкладыши обычно преследует две дополнительные цели, сохраняя при этом полное рабочее давление металлорукава высокого давления. Во-первых, они защищают гофру от чрезмерной скорости транспортируемой среды. Большая скорость может вызывать резонансные колебания в рифлении, вызывая быструю усталость и последующий разрыв стенки гофры. Вкладыш обеспечивает относительно гладкую поверхность внутренней поверхности гофры и снижает риски гармонического резонанса. Вторая цель вкладыша — препятствовать истиранию поверхности гофры. Даже мало абразивные среды при средних и высоких скоростях могут привести к преждевременному износу гофрированного узла металлорукава высокого давления. Вкладыш, по сути, является относительно толстым слоем износостойкого материала между рабочей транспортируемой средой и гофрой, способствующего уменьшению потерь давления из-за трения. Адаптация вкладышей к профилю гофры имеет важное значение и форма вкладышей разрабатывается и просчитывается для каждого типа и линейных размеров гофры.

В случаях вероятности интенсивного истирания внешней оплетки металлорукава высокого давления, или иных механических воздействий металлорукав высокого давления изготавливается с дополнительной стальной оболочкой, концы которой приварены к соединительной арматуре.

Специальные металлорукава высокого давления, предназначенные для транспортировки криогенных сред с очень низкими температурами изготавливают с «рубашкой» — внешним металлорукавом, через который во время эксплуатации пропускается компенсирующая температуру среда.

Иногда во внутренний металлорукав высокого давления вставляется Tracer — длинная U-образной формы петля, через которую подается пар.
Если вы не нашли интересующие вас изделия, свяжитесь с нами по телефону:
+7 (4922) 37-37-09, +7 (4922) 54-08-85